咨询热线:
0769-85470456
10-1000件中小批量CNC机械加工
擅长复杂工件.多种表面处理
1、交货快:10-100件手板模型2-7天,100-1000件小批量生产5-15天...
2、免打样费:专新精密将为您免去一套手板模型费用...
3、免修改费:每月提供3次机会给行业设计师和工程师们提供小细节 手板修改...
4、多种表面处理:专新精密除了丰富的数控技术外,在表面处理上也涉入...
西门子(澳大利亚)公司于2013年通过网络渠道了解到专新精密在CNC手板模型 方面有着丰富的技术和经验,擅长加工精密复杂产品,因此联系到专新精密的销售人员,从而开启了西门子公司与专新精密的合作之门。
海信集团是大型电子信息产业集团公司,也是国家新型企业,中宣部推举的国企典型,两获“质量奖”的企业,有技术中心和多个研发机构以及完善的数字电视机生产线。
我们的服务热线:
 免打样费
免打样费
 交货快
交货快
 设备完善
设备完善
 贴心服务
贴心服务



只有清楚地了解客户的需求,才能提供客户满意的产品!先质量,后数量!
每一份报价单都是经过工程师的分析核算才发出给客户的,不盲目报价,不随意加价!
市面上的五金塑胶材料,专新精密都能满足要求,五金材料均由光谱分析仪检测。
每个订单生产前均会由项目组进行工艺分析,制定生产工艺流程指令单,按计划生产。
每一个生产指令,每一道工序,我们都会严格把关,专新精密只生产精密高、难度高、品质高的产品!
专新精密完整配备完善的行业内的多种检测设备,专新品质部对每一个数据负责。
对于五金、塑胶的表面处理,只要客户想得到,专新精密都能做得到。
材质不同、表面处理不同,专新精密都有相应的包装措施,保障客户收到的都是合格品!





我们不想您因为价格选择我们,而是因为质量牵手一辈子。... 【查看详情】
钣金加工,您真的了解吗?专新精密专注钣金加工多年,有着丰富的经验及其行业知识,下面就详细了解一下钣金加工。... 【查看详情】
如何解决铝合金零件的变形问题?铝合金零件材料热膨胀系数较大,薄壁加工过程中很容易变形。在采用自由锻毛坯时加工余量大,变形问题就很明了... 【查看详情】
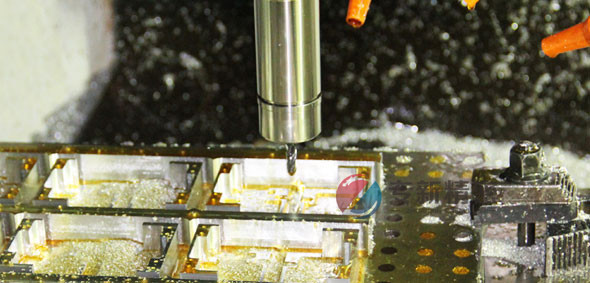
浅谈CNC车床加工工艺以及流程东莞CNC车床加工厂家专新精密有3台精密电脑车床,有十年以上加工经验的工程师傅,CNC车床加工的五金手... 【查看详情】
镁合金零件可以做哪些表面处理?昨天有个工程师朋友向我咨询了一个关于镁合金零件的问题:“我最近采购的一批镁合金零件怎么才一天时间表面就... 【查看详情】